



Главная / Технологии Bete / Муфты Dur O Lok / Технические отчеты / Высоконадежные и простые в использовании трубные муфты
Высоконадежные и простые в использовании трубные муфты
ЭТОТ ДОКУМЕНТ СОДЕРЖИТ КОРПОРАТИВНУЮ ИНФОРМАЦИЮ, КОТОРАЯ НЕ ДОЛЖНА БЫТЬ ИСПОЛЬЗОВАНА В ЦЕЛЯХ КОНКУРЕНЦИИ ИЛИ КАКИМ-ЛИБО ОБРАЗОМ НАНОСИТЬ УЩЕРБ КОМПАНИИ BETE FOG NOZZLE INC. ©BETE FOG NOZZLE, INC.
Е. Дж. Ноублс (E.J. Nobles, BSc, MSc, PhD, CEng, MIMechE)
Дж. Томпсон (G. Thompson)
Факультет машиностроения (Department of Mechanical Engineering)
Университет Манчестера, институт науки и технологий (University of Manchester Institute of Science and Technology)
РЕЗЮМЕ
Фланцевые соединения являются наиболее распространенным типом надежных соединений труб, и при условии правильного подбора прокладки и нагрузки на болты использование фланцев обычно дает нужные результаты. Однако есть некоторые связанные с эксплуатационными соображениями обстоятельства, вследствие которых необходимо искать альтернативный способ соединения труб. Наружная коррозия может затруднить демонтаж болтов, прокладки могут быть стянуты слишком или недостаточно сильно из-за низкой квалификации монтажников, а вес фланцевого соединения может оказаться нежелательно большим по конструкционным ограничениям. В данной статье описана конструкция муфт, которые долговременно сохраняют надежность и не предъявляют особых требований к квалификации персонала по техническому обслуживанию. В документе сначала рассматриваются принципы конструкции, а затем приводится описание самой муфты. Были проведены экспериментальные исследования прочностной надежности муфт при сочетании нескольких нагрузок: давление, изгиб и срез. В заключение приводятся оценка промышленного опыта применения этих муфт.
1. ВВЕДЕНИЕ
Традиционные фланцевые трубные соединения повсеместно считаются нуждающимися в затратных технических операциях, в частности, когда трубопроводы необходимо регулярно разъединять для очистки или инспекции [1, 2]. Фланцевые соединения являются наиболее распространенным типом надежных соединений труб, и при условии правильного подбора нагрузки на болты использование фланцев обычно дает нужные результаты. Время на сборку и разборку фланцевого соединения в основном состоит из времени на затяжку и ослабление болтов плюс время на очистку и подготовку поверхностей прилегания фланцев для новой прокладки. В случае сильной коррозии разборка болтовых соединений может оказаться затруднена, и продолжительность технического обслуживания станет чрезмерно длительной. Даже при отсутствии коррозии фланцевые соединения могут создавать трудности. Прокладки могут быть стянуты слишком или недостаточно сильно, и в обоих случаях это провоцирует утечку.
В промышленности известно много разновидностей трубных соединений, начиная с хомутов V-образного типа и до быстроразъемных соединений, которые широко применяются в гидравлических и пневматических системах. Наиболее часто на технологических установках используются болтовые соединения (осевые или тангенциальные) для создания усилия и сведения вместе труб с плоскими фланцевыми торцами, выступающими за пределы их наружного диаметра. Способы соединения труб с использованием сил трения не так популярны по сравнению с надежной принудительной фиксацией, особенно если к трубам приложены осевые усилия и/или изгибающие моменты, потому что это может повлиять на герметичность уплотнения.
Таким образом, есть необходимость в трубном соединении, которое будет отвечать следующим требованиям: желательно, чтобы соединение было простым по конструкции, пригодным для использования в коррозионно-активной среде внутри или снаружи трубопровода, а также, чтобы соединение обеспечивало высокую надежность и герметичность при комплексном сочетании нагрузок. В данном документе описана конструкция муфтового трубного соединения, которое соответствует перечисленным выше требованиям, а также представлены результаты испытаний соединения при сочетании нагрузок: давление, изгиб и срез.
2. ОПИСАНИЕ ТРУБНОГО СОЕДИНЕНИЯ
2.1 Принципиальная конструкция
Муфта с торговой маркой Dur O Lok показана на рис. 1, была разработана Хитцем (Gifford L. Hitz) как компактная муфта высокого давления для трубопроводов и крышек аппаратов. В муфте используется самоустанавливающееся уплотнение, в результате не требуется прилагать большое контактное усилие между половинами муфты для эффективной герметичности. Таким образом исключается значительная часть мощной сжимающей силы, которая характерна для фланцевых соединений. Как было указано выше, многие проблемы с фланцевыми соединениями проистекают от неправильной затяжки болтов вследствие слабых практических навыков монтажников.

Рисунок 2. Деталировочный вид трубной муфты DUR O LOK
Рассмотрим расчетный вариант для фланца 3" класс 1500 ANSI, см. рис. 3. Нагрузка от болтов прикладывается на расстоянии плеча силы 61 мм (2,5") относительно середины толщины стенки трубы. Для того, чтобы свести к минимуму изгиб поверхностей фланцев и сохранить напряжения на безопасном уровне, необходима большая толщина фланца. Однако металлические детали такого большого сечения создают трудности при металлургической и тепловой обработке, а также при работе с такими деталями. Чрезмерные напряжения могут создаваться в болтах, фланцах или в прокладке вследствие сочетания любых из следующих нагрузок: первоначальная нагрузка на болт, разделяющее фланцы давление, тепловая нагрузка [6]. В общем случае причиной нарушения герметичности фланца является его неустранимый изгиб из-за неравномерной по окружности нагрузки на болты, что вызывает утечку. Поэтому правильная нагрузка на болты является обязательным условием хорошей работоспособности фланца, а толстостенные компоненты характерны для конструкции фланца.
В противоположность фланцам рассмотрим конструкцию 3" муфты Dur O Lok типоразмера Sch 80, которая соответствует тем же требованиям, что и описанное выше фланцевое соединение. Фиксация в осевом направлении обеспечивается зацеплением разрезного соединителя с несколькими кольцевыми проточками, см. рис. 2. Плечо осевых сил относительно середины толщины стенки трубы составляет 6 мм (0,25"), см. рис. 4, что равно одной десятой от плеча сил болтового фланца. В итоге, в сочетании с полным равномерным распределением сил по окружности, изгиб уплотнительных поверхностей муфты не представляет проблемы, и муфта оказывается меньше и легче. На рис. 3 и рис.4 два вида соединения нарисованы в одинаковом масштабе для сравнения.

Рисунок 3. Плечо сил в болтовом приварном
воротниковом фланце 2-9/16" по API тип 6BX
Рисунок 4. Плечо сил в муфте DUR O LOK
типоразмера 3" IPS SCH XXS
Самоустанавливающееся уплотнение должно быть расположено в полости с неизменными размерами, чтобы оно работало эффективно. Длина по оси между нагруженными поверхностями с обеих сторон уплотнения составляет 10 мм (0,4"). Для номинального давления 170 бар (2500 фунт/кв. дюйм) при 340°C (644°F) увеличение этого размера составит 0,05 мм (0,002"). Обращаем внимание, что при аналогичных условиях растяжение болтов в эквивалентном фланце по ANSI составит 0,5 мм (0,02").
Таким образом, конструкция муфты обеспечивает уменьшение соединения диаметра соединения с 267 мм (10,5") для нормального фланца до диаметра 124 мм (4,9") для муфты, и соответствующее уменьшение длины с 254 мм (10") до 168 мм (6,6"). Вес соединения в сборе для фланца 1500 ANSI составляет 544 Н (122 фунт-сила) по сравнению с 55 Н (12,4 фунт-сила) для металлической муфты Dur O Lok.

Рисунок 5 и 6. Сравнительное расстояние между точками приложения нагрузки
2.2 Описание конструкции муфты.
Конструкция муфты наглядно показана на рис. 2 в деталировочном виде, а компоненты в сборе показаны на рис. 4. Поперечное сечение втулки постепенно увеличивается от толщины трубы до максимальной величины для предотвращения концентрации напряжений. Особая конфигурация выступов и проточек была принята аналогично той, которая используется в соединительных резьбах для нефтепромысловых буровых инструментов. Передний угол выступа имеет величину меньше угла трения для всех используемых металлов. Благодаря этому разделяющие усилия не будут разъединять соединители, даже при отсутствии стопорного кольца. Задняя сторона выступа имеет угол, при котором обеспечивается надежный контакт без вероятного биения или люфта в случае вибрации. Обращаем внимание, что половины соединителя имеют зазоры между концами, чтобы надежно обеспечить полную посадку специального выступа в проточки втулки. Проверка взаимного зацепления деталей методом краски показала, что площадь контакта превышает 90% от суммарной площади при механической обработке деталей с допуском от 0,025 мм (0,001") до 0,05 мм (0,002").
Стопорное кольцо имеет небольшой угол, благодаря которому кольцо сводит половины соединителя до полного контакта между выступом и проточкой. Суммарный эффект от двух наклонных поверхностей стопорного кольца и выступа втулки обеспечивает мультипликацию механического усилия в соотношении 150:1 при сведении деталей вместе до полного зацепления. Фиксирующие стопорные винты в стопорном кольце имеют обратный конус. Винты изготовлены из коррозионно-стойкой нержавеющей стали и предотвращают возможное обратное перемещение стопорного кольца или смятие резьбы. В фиксирующем положении стопорные винты оказываются конструктивно заподлицо с наружной поверхностью кольца. Благодаря этому монтажник и инспектор могут контролировать правильность сборки деталей и полноту зацепления удерживающих проточек.
Уплотнение располагается в проточке, механически вырезанной на одной из торцевых поверхностей муфты. Для низкотемпературных применений предназначено стандартное эластомерное уплотнительное кольцо круглого сечения (O-ring), при повышенных температурах используется уплотнение типа металл по металлу ("omega"). При очень высоких температурах используется самоуравновешивающееся уплотнение типа (over-centre).
2.3 Процедура технического обслуживания
Обе половины муфты привариваются к трубопроводу и сводятся вместе приблизительно в нужное положение, стопорное кольцо устанавливается в нужное положение и затем сдвигается на одну из половин муфты. Полость уплотнения и ответные поверхности проверяются на предмет чистоты, и вставляется нужное уплотнение. Вставленное уплотнение точное соответствует своей полости, что обеспечивает адекватное сжатие для исходного соединения без утечки. Затем втулки сводятся вместе при достаточном выравнивании. В случае необходимости можно использовать ручные или гидравлические инструменты, для фиксации которых предусмотрены два буртика. Разрезные соединители устанавливаются в рабочее положение, их можно довести до места постукиванием. В завершение сборки стопорное кольцо надвигается на разрезные соединители и слегка подбивается вверх заподлицо с буртиком соединителя молотком с мягким бойком, и вворачиваются стопорные винты. Это не является трудной процедурой. Если разрезные соединители установлены неверно, то стопорное кольцо невозможно надвинуть на них.
Перечисленные этапы выполняются последовательно и с самопроверкой. На практике эта муфта легко собирается и разбирается, это придает работникам уверенность, что было выполнено надежное соединение.
3. НАДЕЖНОСТЬ МУФТЫ
3.1 Критерии отказа
Перед началом процедуры испытания необходимо установить критерий отказа муфты. Можно принять, что отказ трубной муфты наступает, когда начинается утечка. Однако, даже существенная утечка в одном случае применения муфты может не вызывать проблем в другом случае. Например, интенсивность утечки величиной "части на миллион" при испытании инертным газом следует считать неприемлемой для линии пара общего назначения. В данной работе существенная утечка была определена как утечка, которая могла быть обнаружена визуально при использовании воды в качестве среды для создания давления. Такое испытание рассматривалось как в общем случае пригодное для применения на технологических установках.
Утечки могут быть вызваны изменениями размеров при нагрузке на муфту или конструкционным отказом компонента. Определить изменения размеров деталей муфты в сборе не представляется возможным, поэтому нельзя установить момент "приближения к отказу", проявляется только сам отказ. Однако уровни поверхностных напряжений в компонентах муфты можно измерить с помощью электрических тензометрических датчиков. Благодаря этому с учетом максимального напряжения среза можно оценить насколько близко к текучести находятся компоненты (критерий текучести Мизеса).
3.2 Процедура испытания
Было известно, что муфта способна выдержать простое гидростатическое испытание до давления 1600 бар (23500 фунт/кв. дюйм) без утечки. Процедура обнаружения утечки описана выше. Ни у каких компонентов не наблюдалась неустранимая деформация в этом испытании, но уровни напряжений не измерялись.
В промышленных условиях муфты очень редко подвергаются просто гидростатическому давлению. Необходимо знать поведение муфты при воздействии изгибающих и срезающих усилий. Как правило, такие нагрузки могут возникать, если муфта оказывается в консольном положении при техническом обслуживании (например, если участок трубопровода удален), или когда трубопровод смещается при эксплуатации (из-за температуры или давления).
Была изготовлена испытательная установка, которая позволяла прикладывать изгибающий момент и срезающее усилие к находящейся под давлением муфте. Два отрезка металлической трубы диаметром 75 мм (3") были соединены муфтой Dur O Lok, концы были закрыты фланцами ANSI 150, через которые осуществлялся подъем и сброс давления. С одного конца это устройство в сборе фиксировалось, а с другого конца прилагалась точечная нагрузка, см. рис. 5. Свободный отрезок трубы действовал как консольная балка с нагрузкой на конце, а муфта Dur O Lok подвергалась изгибающему моменту и срезающему усилию в дополнение к внутреннему давлению.
Многорешетчатые тензодатчики были закреплены с интервалами по окружности муфты: на втулке, на буртике и по окружности кольца. Первое испытание было проведено при постепенном увеличении давления до 24 бар (350 фунт/кв. дюйм) без приложения внешних нагрузок. Напряжения регистрировались по мере увеличения давления. Затем давление в испытываемом устройстве в сборе было поднято до 24 бар и приложена поперечная нагрузка с постепенным увеличением до 10 кН (2 коротких тонны). Нагрузка в 10 кН дает в плоскости изгибающий момент 6,4 кН-м (9400 фунт-фут) в центре муфты. Срезающее усилие очевидно равно 10 кН. Напряжения регистрировались по мере увеличения поперечной нагрузки. Все испытания были проведены при комнатной температуре.
3.3 Результаты
Испытание под давлением до 24 бар показало очень малые напряжения в муфте (< 70 µ на всех тензодатчиках), причем все графики были линейными. Утечка не наблюдалась.
Комбинированная нагрузка в составе 24 бар внутреннего давления, 6,4 кН приложенного момента и 10 кН срезающего усилия не привела к утечке из муфты. Все детали муфты допускали повторное использование, никакой утечки не наблюдалось при повторных испытаниях при тех же условиях, даже с использованием одно и того же эластомерного уплотнения. Ни на одном из графиков напряжений отклонений от линейности не наблюдалось. Создаваемое в муфте напряжение обусловлено преимущественно внешней нагрузкой. Наибольшее напряжение было выявлено на стороне сжатия втулки: минимальное основное напряжение составляло -214 МН/м2 (31130 фунт/кв. дюйм), а максимальное напряжение среза 181 МН/м2 (26000 фунт/кв. дюйм). Зарегистрированные на буртике уровни напряжения были на порядок ниже по величине, а на кольце еще меньше. Выявленное максимальное напряжение среза очевидно недостаточно по величине, чтобы вызвать текучесть.
Для сравнения отметим, что расчетное максимальное напряжение в трубе 75 мм (3") под действием изгибающего момента 6,4 кН и внутреннего давления 24 бар составляет 408 МН/м2 (59400 фунт/кв. дюйм). Касательное напряжение, обусловленное внутренним давлением, равно 16 МН/м2 (2300 фунт/кв. дюйм). Полученные экспериментально более низкие уровни напряжений объясняются увеличенной толщиной муфты.
3.4 Сводная информация
При комбинированной нагрузке внутренним давлением 24 бар, изгибающим в плоскости моментом 6,4 кН-м и поперечным усилием 10 кН муфта сохранила герметичность и не приобрела необратимую деформацию.
4. ПРОМЫШЛЕННЫЙ ОПЫТ
Муфты Dur O Lok находят применение во многих отраслях промышленности. За первые два года выхода на рынок в эксплуатацию было введено более 300 изделий, некоторые применения описаны ниже.
В нефтеперерабатывающей промышленности, особенно при транспортировке сыпучих продуктов, очень важно иметь гладкие стенки внутри отверстия и точную соосность. Сложности технического обслуживания уменьшились в химической и других перерабатывающих отраслях, особенно там, где соединения необходимо регулярно разбирать для чистки и инспекции, и вновь собирать. Научно-исследовательские и проектные компании оценили уникальную гибкость этих муфт, которая позволяет устранять многие проблемы. Трубные муфты и заглушки Dur O Lok все чаше применяются подрядчиками по инжинирингу. Перечень пользователей в этих категориях включает много известных международных компаний.
На сегодняшний день не известен ни один случай существенного механического отказа муфты ни на одной установке. Были отмечены несколько проблем с уплотнениями, но устранены по мере их проявления. Это помогло изготовителю муфт улучшить эксплуатационные характеристики и выбор материала для уплотнения. При утечке в уплотнении никогда не наблюдалось струйное истечение продукта, и разрушение механических компонентов не происходило. Также опыт показал, что колебания рабочего давления и температуры не требуют выравнивания соосности.
Во время первоначального периода маркетинга в конструкцию были внесены некоторые улучшения, включая следующие:
-
Разработка взаимозаменяемого уплотнения из эластомера и типа omega "металл по металлу". Это упрощает складские операции для дилеров и при техническом обслуживании, поскольку требуется только один вид втулки.
-
Разработка конструкции с взаимозаменяемой диафрагмой и пластинчатой заглушкой.
-
Разработка фитинга для чистки "clean out fitting" применительно к огневым подогревателям или змеевикам в нефтепереработке.
-
Разработка предохранительного устройства "tell-tale device" на втулке, которое блокирует стопорное кольцо в целях соответствия требованиям стандарта для смертельно опасных газов и жидкостей.
5. ЗАКЛЮЧЕНИЕ
Муфты Dur O Lok являются простым и надежным устройством для соединения труб, они пригодны для использования в широком диапазоне трубопроводных систем, включая опасные среды. Муфты можно легко разбирать и собирать, что снижает издержки на техническое обслуживание. По сравнению с фланцевыми соединениями для аналогичных условий работы, муфты удобнее обслуживать, обеспечивается хорошая герметичность, которая меньше зависит от колебаний давления и температуры, муфты легче и компактнее фланцев, и все эти преимущества достигаются при конкурентноспособной цене.
При комбинированном испытании под нагрузкой внутренним давлением 24 бар (350 фут/кв. дюйм) и изгибающем в плоскости моменте 6,4 кН-м (9400 фут-фунт) муфта не давала утечку и не приобретала неустранимую деформацию. При простом гидростатическом испытании муфта выдерживала давление 1600 бар (23500 фунт/кв. дюйм) без утечки.
ССЫЛКИ
1. Report No. MD20767, Mond Division (Eng. Dept.), Proc. Of University/Industry Information Exchange, Runcorn, England July (1979).
2. SEWARD, D.N. Anomalies of boltings. Petroleum Review pp. 35-37 (1976).
3. COTTRELL, B. the split nut. Chartered Mechanical Engineer pp.73-76 Nov. (1978)
4. LEE, F.O.Y. A design study to reduce the maintenance costs of pipe joints, MSc Dissertation, UMIST (1980)
5. VAN TASSEL, D. H. and HITZ, G. L. Design of compact, high pressure couplings and closures for pressure vessels and piping. Pressure Vessel and Piping Conference, ASME, Orlando, Florida, June (1982)
6. ASME Boiler and Pressure Vessel Code. Section VIII, Division 1, (1980).
7. Test report No. 82-29763. Midstates Analytical Laboratories Inc. Tulsa, Oklahoma, U.S.A. (1982).

Рисунок 2. Деталировочный вид муфты Dur O Lok

Рисунок 3. Фланец ANSI B-16.5 3" класс 1500 # (Рмакс=2393 фунт/кв. дюйм при 343оC)

Рисунок 4. Муфта Dur O Lok 3" Sch. 80
(Рмакс 2528 фунт/кв. дюйм при 343оC)
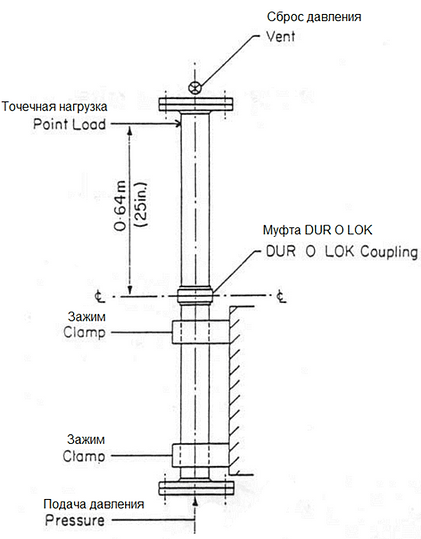
Рисунок 5. Схема испытательной установки
ЭТОТ ДОКУМЕНТ СОДЕРЖИТ КОРПОРАТИВНУЮ ИНФОРМАЦИЮ, КОТОРАЯ НЕ ДОЛЖНА БЫТЬ ИСПОЛЬЗОВАНА В ЦЕЛЯХ КОНКУРЕНЦИИ ИЛИ КАКИМ-ЛИБО ОБРАЗОМ НАНОСИТЬ УЩЕРБ КОМПАНИИ BETE FOG NOZZLE INC. ©BETE FOG NOZZLE, INC.